Как газом сварить медь
Первое, что надо помнить, — медь сильно окисляется. Образующийся оксид снижает пластичность и механическую прочность сварного шва. Помимо всего, появляются мелкие трещины в расплавленном металле («водородная болезнь»). Это и объясняет необходимость обязательного использования флюсов при работах с медью. Роль флюсов заключается в растворении образующихся оксидов. Оксиды трансформируются в легкоплавкие шлаки. А чтобы закиси меди (Cu20) не образовывались в металле шва, необходимы присадки (марганец, кремний). Для указанных целей рекомендуется и использование меди с пониженным содержанием кислорода (до 0,01%).
Флюсы для газовой сварки меди.
| № флюса | Бура прока ленная, % | Борная, % | Калий фосфорно кислый, % | Квар цевый песок, % | Древесный уголь, % | Поваренная соль, % | Углекислый калий (поташ), % |
| 1 | 100 | - | - | - | - | - | - |
| 2 | - | 100 | - | - | - | - | - |
| 3 | 50 | 50 | - | - | - | - | - |
| 4 | 75 | 25 | - | - | - | - | - |
| 5 | 50 | 35 | 15 | - | - | - | - |
| 6 | 50 | - | 15 | 15 | 20 | - | - |
| 7 | 70 | 10 | - | - | - | 20 | - |
| 8 | 56 | - | - | - | - | 22 | 22 |
Металлы присадочные.
| Назначение | Марка меди | Состав |
| Для ответственных конструкций небольшой толщины | М-1 | Медь чистая электролитическая |
| Для ответственных конструкций | МСр-1 | Медь с 0,8-1,2% серебра |
| Для ответственных конструкций | МНЖ-5-1 | Медь с раскислителем – 0,2% фосфора |
| Для ответственных конструкций | МНЖКТ-5-1-0,2-0,2 | Медь с раскислителем – 0,2% фосфора, 0,3% кремния, 0,2% марганца |
| Для слабонагруженных конструкций | М-0 | Медь для раскислителей |
Дополнительные трудности возникают при газовой сварке меди из-за ее уникальных теплофизических свойств. Медь обладает высокой теплоемкостью и теплопроводностью (в 6—7 раз выше, чем у стали), повышенным коэффициентом линейного расширения при нагревании (в 1,5 раза выше, чем у стали).
Эти свойства обусловливают большую, чем при сварке стали, зону термического влияния и приводят к появлению значительных тепловых деформаций, которые могут вызывать при охлаждении сварного шва значительные напряжения.
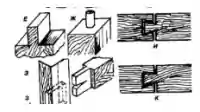
Некоторыми технологическими приемами можно устранить нежелательные последствия при сварке меди. К примеру, сварку можно вести на увеличенных скоростях. Это уменьшит время соприкосновения пламени с жидким металлом. Для этого надо предварительно подогреть свариваемые кромки. Наконечник для сварки меди всегда будет на 1—2 номера больше, чем наконечник для сварки стали. Это общее правило и его надо знать без обращения к специальным источникам. Разрушить оксидные прослойки после сварки можно путем проковки шва в горячем состоянии. Обычно медь сваривается в виде стыковых и угловых соединений. Сварка впритык (тавровое соединение) и сварка в кромку применяется только при ремонте. Внахлестку медь не сваривается. И последнее — медь сваривается только в один слой. При накладывании второго слоя большая вероятность появления трещин. При сварке меди надо соблюдать технологическую последовательность операций. В противном случае полученный сварной шов не будет соответствовать предъявляемым требованиям.
Стадии процесса сварки. Подготовка свариваемых деталей. Для этого надо зачистить как кромки свариваемых изделий (деталей), так и прилегающую к ним поверхность металла. Очищать можно как механическим, так и химическим путем. Затем надо собрать свариваемые детали, закрепить их (лучше всего в кондукторе) и сделать прихватки.
Прихватки — это короткие швы (не более 5 мм) с интервалом между ними в 70—100 мм. Если свариваются детали, имеющие значительную толщину, то длина прихваток составит не менее 20 мм при интервале между ними в 400—500 мм.
Установка свариваемой детали (свариваемых деталей). Свариваемые детали надо располагать под углом 7—10° к горизонтальной плоскости, чтобы лучше заполнялись зазоры кромок (разделка кромок).
Установка режима сварки. Мощность горелки регулируется, исходя из следующего расчета, — 155— 175 л/ч ацетилена на 1 мм свариваемой толщины (при толщине 3—4 мм). Если толщина больше, порядка 8— 10 мм, — 175—225 л/ч на 1 мм толщины. Пламя должно быть нормальным, мягким.
Процесс сварки. Свариваемые кромки нагреваются, на них в виде пасты наносится флюс. Флюсом покрывается и присадочный пруток.
Расплавить присадочный пруток, расположив его над местом сварки близко от сварочной ванны, для уменьшения ее оксидирования.
Установить горелку под углом наклона к свариваемому изделию 30—40°, присадочной проволоки — 30— 40% расположить ядро пламени на расстоянии 6—10 мм от расплавленного металла и выполнить сварку восстановительной зоной пламени в один проход снизу вверх: левым способом при толщине листов до 5 мм, а при большей толщине — правым способом.
Во время сварки периодически добавлять флюс непосредственно в зону сварки на кончике присадочной проволоки, непрерывно перемешивая жидкий металл присадкой, извлекая ее возможно реже из ванночки.
Завершение процесса сварки. После сварки шов проковать: при толщине листов до 4 мм — в холодном состоянии, при больших толщинах — при температуре до 500°С, принять меры предосторожности против резкого охлаждения сварного соединения под воздействием сквозняков или притока холодного воздуха.
Очистить шов 2% раствором серной или азотной кислоты и промыть водой для удаления остатков флюса.